產地常州
執行標準YB/T4001.1-2007
材質Q235B
稅票包含
表面處理熱浸鋅
鋼格廠家認為鍍鋅鋼格平整表面的殘渣對于油(軋制油、潤滑油、液壓油等)和小固體顆粒(鐵粉、粉塵等)是重要的。改進后的Senjimil退火爐可以很大程度上消除帶鋼表面的殘余油和氧化物,但對殘余固體顆粒幾乎沒有清除作用。當物料表面潔凈度低于退火爐的清潔能力時,扁鋼表面會有殘留殘留。當該部門殘留總量超過鋅鍍層允許值時,會出現鋅花較小、鋅花對稱性差、鍍層開裂、鋅層脫落等現象。鋅液溫度會導致鐵,鋅原子擴散速度增加,并增加液體中的溶解度鋅、鐵使鋼格板襯底鐵損失增長,這樣的鋅液鐵含量越高,而導致液體鋅,中鋁的有用的內容鍍層形成困難或粘結不良的問題,鋅液溫度低于480℃時,鐵的損耗隨鋅液溫度的升高呈線性增加。同時涂層中的Fe-Zn合金層急劇增厚,嚴重影響涂層的附著力,使鋅液溫度通常控制在475℃以下。認為鍍鋅時間應定義為鋼晶格基體進入鋅溶液并從液面逃逸,涂層冷卻至Fe和Zn原子不能長時間分散的時間。鍍鋅時,當層形成,以防止進一步擴散反應Fe-Zn的涂層,確保層Fe2Al5缺鋅和同質性,涂層應盡快冷卻,這樣鐵和鋅原子失去盡快擴散能力。
【長沙熱卷調研】13日全國熱卷主流穩中偏弱運行,幅度10-60,長沙熱卷報價5000左右較之昨日持穩,期卷震蕩,商家挺價意愿不強,市場成交價較之報價下跌20-40。近期長沙市場新資源補庫不多,不過由于整體去庫速度較慢,目前市場庫存變化不大,考慮到成本支撐力度不強,預計明市價穩中偏弱。
鋼格板廠家提醒生產鋼格板時一定要注意安全
為什么在鋼格板工廠里工作一定要注意安全?老板是這樣說的
隨著工廠的制度完善,安全成為每一家工廠看重的問題,遵守安全生產的操作規程,嚴格按照安全技術交底的要求施工,不操作,工作中發現安全隱患,及時向上級報告等等。
在工廠打工,尤其是生產制造類的工廠,磕磕碰碰的免不了的,雖然老板一直強調“安全,生產第二”的原則,但是總有一些人不以為然,總覺得這種事情不會發生到自己身上,所以就一切覺得不在乎的樣子,下面我們一起來看看鋼格板廠家老板是怎么說的吧。
“沖床是比較危險的工種,一定要隨時保持警惕,千萬不可馬虎大意,要嚴格按照設備的規章制度進行操作,工作進度慢一些沒有關系,畢竟總做還是是往前進行的,一旦發生事故,不僅耽誤生產,自己還要遭罪”。
無錫鋼格板廠家網絡希望在工廠工作的朋友們,尤其是生產制造類的工廠,一定要時時刻刻注意安全,高高興興上班,平平安安回家。

【揚州地區建材市場社會庫存調研】據富寶統計截止目前揚州地區,固業港,揚州港,江都港三個碼頭庫存共計庫存4.15萬噸(上周4.85萬噸),較上周減0.7萬噸,揚州港降幅較大,這周降庫為主。

整流格柵是用在鼓風機管道上,使氣流平衡的設備。 隨著技術的不斷提高,鼓風機的容量也越來越大,這樣就要求進入鼓風機的氣流盡可能平衡,以減少鼓風機的振動和確保鼓風機向高爐送風的壓力。 流體在通過彎道時,由于流向變化、流體分布不均造
1數值模擬
采用三維建模軟件建立與實際裝置等比例的幾何模型,建模范圍為SCR進口至反應器出口,如圖1所示。由于導流板及整流格柵的厚度遠小于反應器及煙道尺度,故建模時將其厚度忽略。網格劃分時,Z向平面網格采用結構化與非結構化結合的方式劃分,然后由Cooper方式生成體網格,終網格總數約為250萬。
數值計算采用Fluent軟件,湍流模型選用標準k-ε雙方程模型,氨氣與煙氣的混合過程采用SpeciesTransport模型,邊界條件設置為速度進口與壓力出口。根據煙氣參數和裝置尺寸,設置進口速度為12m/s,進口溫度為660K,水力直徑為4.5m;AIG噴口速度為8.4m/s,水力直徑為3.2m;反應器出口水力直徑為4m。本文計算不考慮催化劑層阻力。
2定量分析
首層催化劑上游的速度入射角度、煙氣及氨氣濃度分布均勻性是保證脫硝性能的關鍵因素。采用變異系數CV對速度及濃度的均勻性作定量分析,其定義是標準偏差與算術平均值之比,可反映出一組測量數據的離散程度。就本文而言,CV越明截面上速度或濃度的分布越均勻,偏離平均值的數據點越少。煙氣入射角即煙氣偏離垂直向下方向的角度,將該角大值α作為速度矢量的定量分析指標。對于速度CV、濃度CV以及α的優化目標如表1所示。
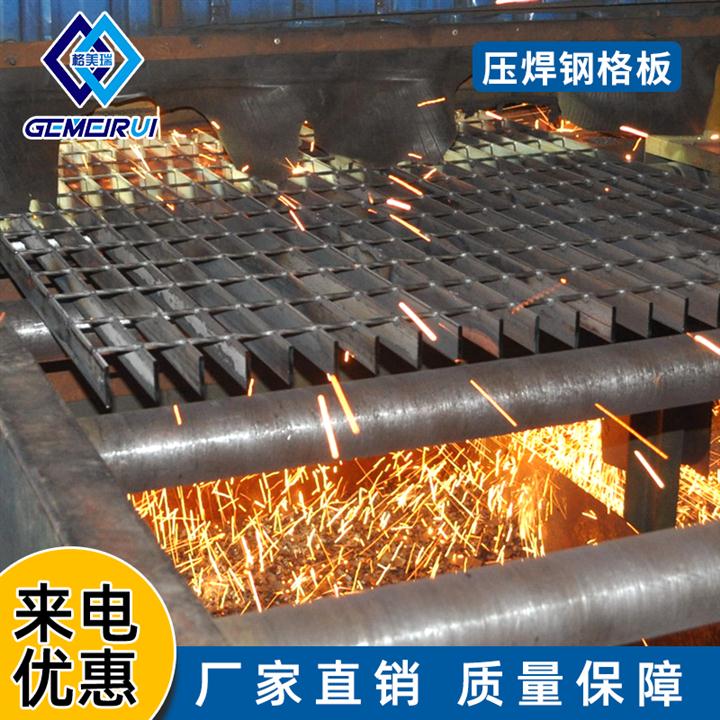
鋼格板制造過程并不復雜,但是它的焊接技術要求較高,通常有規范的公司都是由電腦控制全自動焊接機焊接,對焊接鋼格板是平的和酒吧從負載按照一定間距安排,采用200噸液壓電阻焊接自動化設備將原板焊接、切割、開孔、纏繞等工序轉化為客戶要求的產品。一般來說,兩個相鄰的承重扁鋼中心距離,常用30MM、40MM兩種。橫桿間距:相鄰兩根橫桿的中心間距一般為50MM、100、兩種,可根據客戶要求生產。
http://www.shizhen123.cn





