不銹鋼鋼格板的焊接注意事項介紹:
1、在負載扁鋼和橫桿的每個交點處,應通過焊接、鉚接或壓鎖將其固定。
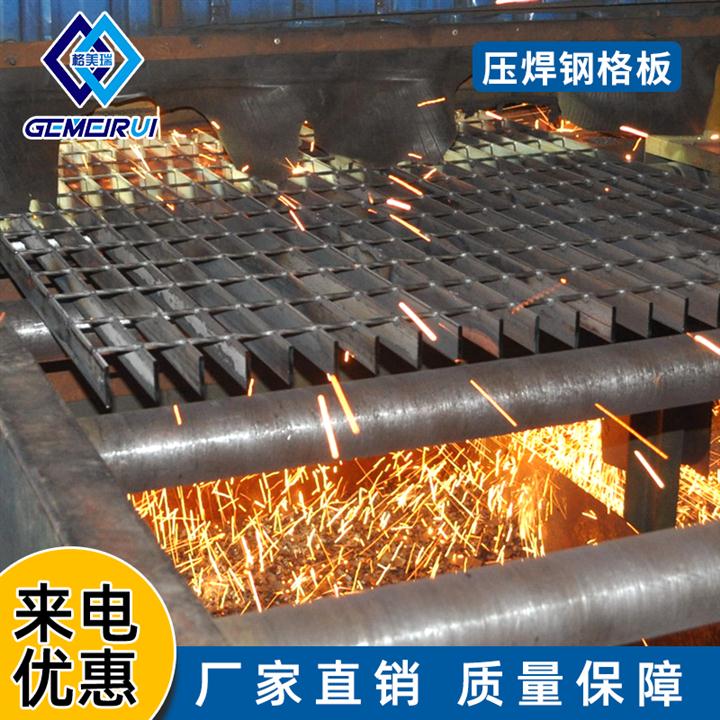
2、鍍鋅鋼格板的焊接優先采用壓力電阻焊,也可采用電弧焊。
3、鍍鋅鋼格板的壓鎖可采用壓力機將橫桿壓入負載扁鋼將其固定。
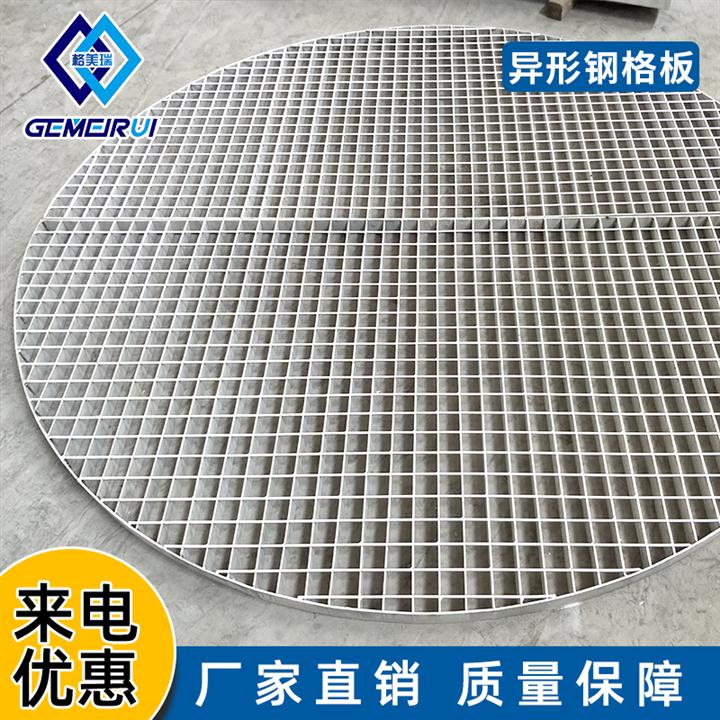
4、鍍鋅鋼格板應根據用戶的需要,加工成各種尺寸的形狀。
5、負載扁鋼的間距和橫桿的間距可由供需方根據設計要求確定。作工業平臺,建議負載扁鋼的間距不得大于40mm,橫桿間距不得大于165mm。
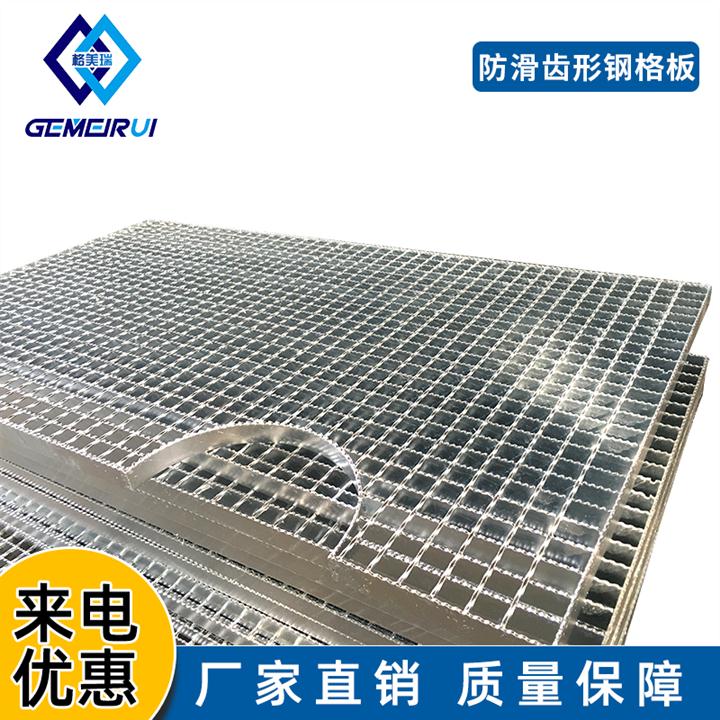
在負載扁鋼的端頭,應使用與負載扁鋼同規格的扁鋼進行包邊。在特別使用的場合,可使用型鋼或直接用擋邊板包邊,但包邊板的截面積不得小于負載扁鋼的截面積。包邊采用焊高不小于負載扁鋼厚度的單面貼角焊,焊縫長度不得小于負載扁鋼厚度的4倍。在包邊板不承受荷載的情況下,允許間隔4根負載扁鋼焊接一處,但間距不得大于150mm。在包邊板承受荷載的情況下,不允許間隔焊接,而且必須滿焊。樓梯踏步板的端邊板必須單面滿焊。與負載扁鋼同向的包邊板,必須與每一根橫桿焊接。鋼格板中的切口、開孔等于或大于180mm的,應作包邊處理。樓梯踏步板如有*包邊護板,必須貫穿整個踏步。鋼格板的負載扁鋼,可采用平面扁鋼、I型扁鋼或縱剪帶鋼。鋼格板的負載扁鋼,可以帶有齒型,以增加鍍鋅鋼格板的防滑力,齒型尺寸如圖2所示。在每100mm內不能少于5齒。齒型尺寸平臺上的鋼格板的較小寬度不得小于300mm。
近年來,為了適應電網調峰的要求,火電機組采用了每日啟停和周末停機的運行方式,啟停次數增加,運行條件惡化。為了保持和提高設備可靠性,必須充實和加強維護保養。在傳統的鍋爐定期檢修作業中,需要架設采用圓木或鋼管的腳手架,存在著安裝和解體時間長、高空作業安全性差、檢修范圍受限制以及難以采用能進行精密檢查需要。熱鍍鋅鋼格板以其獨特的性能被廣泛應用在電廠鍋爐的檢修平臺上。
熱鍍鋅鋼格板
熱電廠熱鍍鋅鋼格板
鍋爐平臺鋼格板安裝要求:
1、將熱鍍鋅鋼格板固定在相應的平臺框架上,對于直接鋪在鍋爐鋼結構上的熱鍍鋅鋼格板,要按照層次選擇出所需要的不同規格尺寸的熱鍍鋅鋼格板,并按層次疊在一起,以便分別吊到各結構上去。
2、熱鍍鋅鋼格板鋪設時,按圖紙要求將不同規格尺寸的柵格鋪設在相應框架(或結構)上,然后調整熱鍍鋅鋼格板使其間距均勻再進行施焊固定,不宜隨鋪隨焊。熱鍍鋅鋼格板支墊處的平面,應垂直平整,其誤差應在0.5mm范圍內。
3、熱鍍鋅鋼格板安裝前應進行平整,保證和支墊處平面一致,不致產生支墊不嚴。熱鍍鋅鋼格板在現場拼接中,應保持全部格柵處在同一直線上,其彎曲度應在1‰的范圍內。同一區域,熱鍍鋅鋼格板鋪設方向應一致。
4、對因與柱梁結構相碰而需要切割的部位,在切割部分網格后應按圖紙要求進行加強。熱鍍鋅鋼格板放置應平穩無翹曲,焊接牢固。
熱鍍鋅鋼格板
熱鍍鋅鋼格板
熱鍍鋅鋼格板在電廠鍋爐檢修平臺的應用采用鋼格板建造的鍋爐檢修平臺,具有強度高,重量輕,結構設計精巧,安裝簡單快捷,不需任何安裝工具,不但符合高品質的要求,而且更重要的是符合嚴格的安全標準。適用于鍋爐內搶修、檢修作業。由于鋼格板平臺高強度、高安全性、高可靠性等特點越來越多應用到各個領域。
當列車在地下區間純正內發生火警時,按正常順次應將列車開進車站分布乘客以及張開滅火救濟,但不克不足清除火警后列車不能駛向車站而拖延在地下區間純正內的情況,在這類情況下,列車員找開安好分布門,乘客下到分布平臺行至兩條單線區間純正之間的聯系通道,到達相對安好的另一個純正熟行至車站到達地上.
列車在高架區間發生火警且不能行駛至車站實行分布時,地鐵制式高架區間分布方式有:一是可依靠列車內配置的緩降安裝實行分布;二是可將另一列安好的列車行駛至發生火警的列車處,完畢兩車對接,找開車門始末安好跳板將職員轉移至安好列車實行分布;三是可將職員分布至地鐵軌道道床上,以軌道道床作為首要分布通道實行分布.
始末近年來支隊與軌道交通創立單位、設計單位的美滿,探討設計出兼有檢驗、電纜橋架、首要分布用的多功效平臺,首要分布平臺以工字鋼梁為底子,鋼梁上敷設尋常鋼格板作為行走面,規范單線雙線之間的間隙為3.7米,首要分布平臺寬度為2.5米,在分布時共同伸縮樓梯實行分布,此項技倆的應用大大扶助了跨座式單線交通的安好分布才調,就向在空中架設了一條人命通道,此刻此項技倆的已在軌道交通三號線應用.
軌道區間是指連接兩個車站之間的軌行通道,在尋常意義上分為地上區間、地下區間、高架區間.地上區間職員分布相對容易,發生首要情況可由列車員在安好的條件下停車后找開車門將乘客分布至地上安好地區.
鋼格板在都市軌道交通中表演著不小的作用,都市軌道交通作為一種現代化的交通運送體系以其運載量大、快捷、環保、準點、容易等顯然特色已獲患了社會眾人的認可,一條線路的落址建成對周邊各類經濟體系擁有壯實的拉舉作用.
-/gjcjdj/-
http://www.shizhen123.cn